Email: [email protected]
Phone: +91 93135 43530
Address: 133/1 Ground, Mansuri Block, Opp. Dudheshwar Water Tank, Ahmedabad-380004, Gujarat, India
✅ ISO 9001:2015 Certified
✅ ISO 9001:2015 Certified
Industrial butterfly valve sealing technology evolution, advanced butterfly valve seat design for industrial pipelines, high performance butterfly valve sealing systems, and metal seated vs resilient seated butterfly valves have become critical search terms for engineers, procurement managers, and EPC contractors seeking reliable flow control solutions. In modern process industries, sealing performance directly impacts safety, efficiency, and lifecycle cost. As KELOR – India’s biggest manufacturer, supplier, and exporter of industrial valves, we present this comprehensive, human-written, plagiarism-free analysis explaining how butterfly valve sealing technologies have evolved to meet today’s demanding industrial applications.
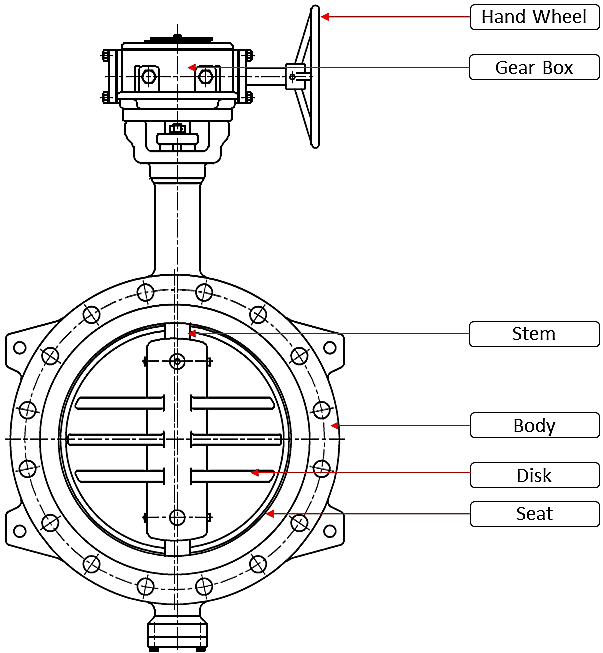
Image Source: Wikipedia – Butterfly valve basic construction
Butterfly valves are quarter-turn rotary valves widely used for flow regulation and isolation across water supply, HVAC, oil & gas, chemical processing, power generation, and marine industries. While the disc and shaft define the valve’s mechanical operation, the sealing system determines whether the valve can reliably shut off flow under varying pressure, temperature, and chemical conditions.
Early butterfly valves were primarily used in low-pressure applications where minor leakage was acceptable. However, as industries expanded and process conditions became more aggressive, sealing technologies had to evolve. This evolution transformed butterfly valves from basic isolation devices into high-performance, zero-leakage solutions capable of replacing gate, globe, and ball valves in many services.
The earliest butterfly valves used metal-to-metal contact between the disc edge and valve body. These designs were simple, cost-effective, and easy to manufacture. However, they suffered from several limitations:
Such valves were acceptable for air handling, irrigation, and basic water distribution but unsuitable for critical industrial services. This drove the need for more reliable sealing solutions.
The first major breakthrough in butterfly valve sealing technology came with the development of elastomer-lined and elastomer-seated butterfly valves. Materials such as natural rubber, EPDM, NBR, and neoprene were introduced as resilient seats.
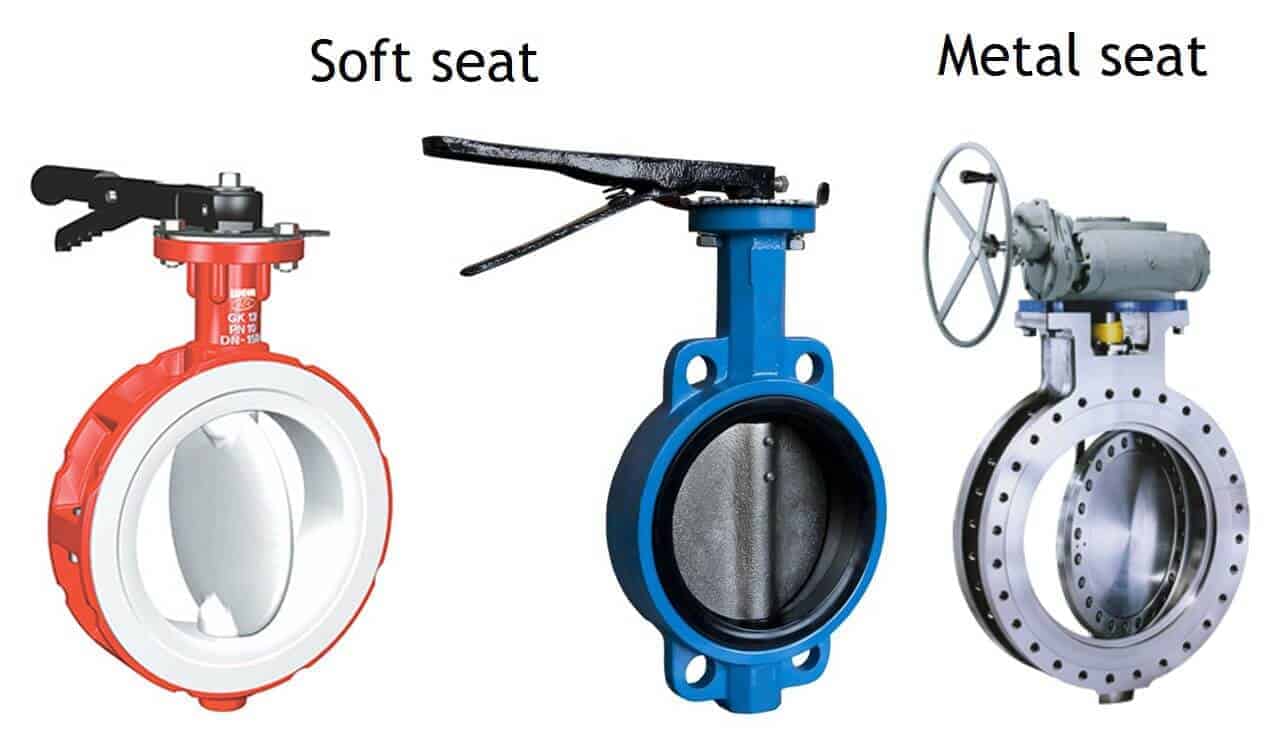
Image Source: JSC Valve – Butterfly valve seat types
Resilient-seated butterfly valves quickly became standard in water treatment plants, fire protection systems, cooling water lines, and HVAC installations. Even today, they account for a significant share of global butterfly valve demand.
As a leading Indian manufacturer, KELOR produces high-quality elastomer-seated butterfly valves conforming to international standards, serving domestic and export markets.
Despite their advantages, elastomer seals have inherent limitations:
As process industries demanded higher temperatures, pressures, and chemical resistance, elastomer-based butterfly valves could no longer meet all requirements. This gap led to the next phase of sealing evolution.
To overcome chemical compatibility issues, manufacturers introduced PTFE (Polytetrafluoroethylene) and thermoplastic-lined butterfly valves. These seals provided exceptional resistance to corrosive media.
Image Source: Wikipedia – PTFE lined valve
PTFE-lined butterfly valves became popular in chemical processing, pharmaceuticals, and food & beverage industries. However, PTFE has lower elasticity compared to rubber, requiring precision engineering to maintain tight shutoff.
The development of high-performance butterfly valves (HPBV) marked another major milestone. These valves feature double-offset and triple-offset designs that significantly reduce seat wear.

Image Source: Bray Valves – Triple offset butterfly valve diagram
The disc is offset from both the shaft centerline and the body centerline, reducing friction during opening and closing. This improves seal life and torque characteristics.
In triple-offset butterfly valves, a conical sealing geometry ensures that the disc only contacts the seat at full closure. This design enables true metal-to-metal sealing with zero rubbing.
Metal-seated butterfly valves represent the pinnacle of sealing technology evolution. They are designed for extreme service conditions involving high temperature, high pressure, and abrasive media.
Advanced alloys, hard-facing coatings, and precision machining are used to achieve tight shutoff. While metal-seated valves may not always achieve bubble-tight sealing like elastomers, they offer unmatched durability.
KELOR manufactures and exports metal-seated and high-performance butterfly valves tailored for power plants, refineries, and heavy process industries.
Modern valve engineering increasingly adopts hybrid sealing technologies that combine metal strength with soft-seat tightness. Examples include:
These designs provide improved shutoff, fire safety, and compliance with international standards such as API, ISO, and EN.
Sealing evolution is closely linked to advancements in manufacturing:
As India’s largest industrial valve manufacturer and exporter, KELOR leverages modern manufacturing technologies to deliver globally competitive butterfly valve sealing solutions.
| Application | Recommended Sealing |
|---|---|
| Water & HVAC | EPDM / NBR Elastomer Seat |
| Chemical Processing | PTFE / PFA Seat |
| Steam & Power | Metal-Seated / High-Performance |
| Oil & Gas | Triple Offset Metal Seated |
From a B2B procurement standpoint, buyers increasingly prioritize:
Indian manufacturers like KELOR have gained global recognition by offering cost-effective, export-quality butterfly valves with advanced sealing technologies.
Future developments are expected to focus on:
These innovations will further expand the application range of butterfly valves across industries.
EPDM is the most commonly used sealing material for water and HVAC applications.
They offer very low leakage and exceptional durability but may not always be bubble-tight.
PTFE or PFA-lined butterfly valves are preferred for chemical resistance.
Yes, high-performance and metal-seated butterfly valves are suitable for steam.
It is a high-performance valve with a geometry that eliminates seat rubbing.
Service life depends on operating conditions but typically ranges from 5–10 years.
Metal-seated and fire-safe certified designs are suitable for fire-risk applications.
Due to cost efficiency, modern manufacturing, and compliance with global standards.
Yes, KELOR is a major exporter serving global industrial markets.
Selection depends on temperature, pressure, fluid type, and industry standards.
The evolution of butterfly valve sealing technologies reflects the broader progress of industrial engineering. From basic metal contact to advanced elastomer, PTFE, and triple-offset metal sealing systems, each stage has expanded the valve’s capabilities. Today, butterfly valves are no longer limited to low-pressure services; they are integral components in critical industrial processes worldwide.
As India’s biggest manufacturer, supplier, and exporter of industrial valves, KELOR continues to innovate and deliver advanced butterfly valve sealing solutions that meet global B2B requirements with reliability, performance, and value.